HyPURE® NX Nanofiltration
HyPURE® Nanofiltration (NX) Technology
The Hydroflux Group is proud to expand its channel partnership and collaboration with NX Filtration, bringing their industry-leading direct nanofiltration (dNF) technology to the ANZ-Pacific market. This addition enhances the HyPURE range and further strengthens our comprehensive suite of membrane solutions
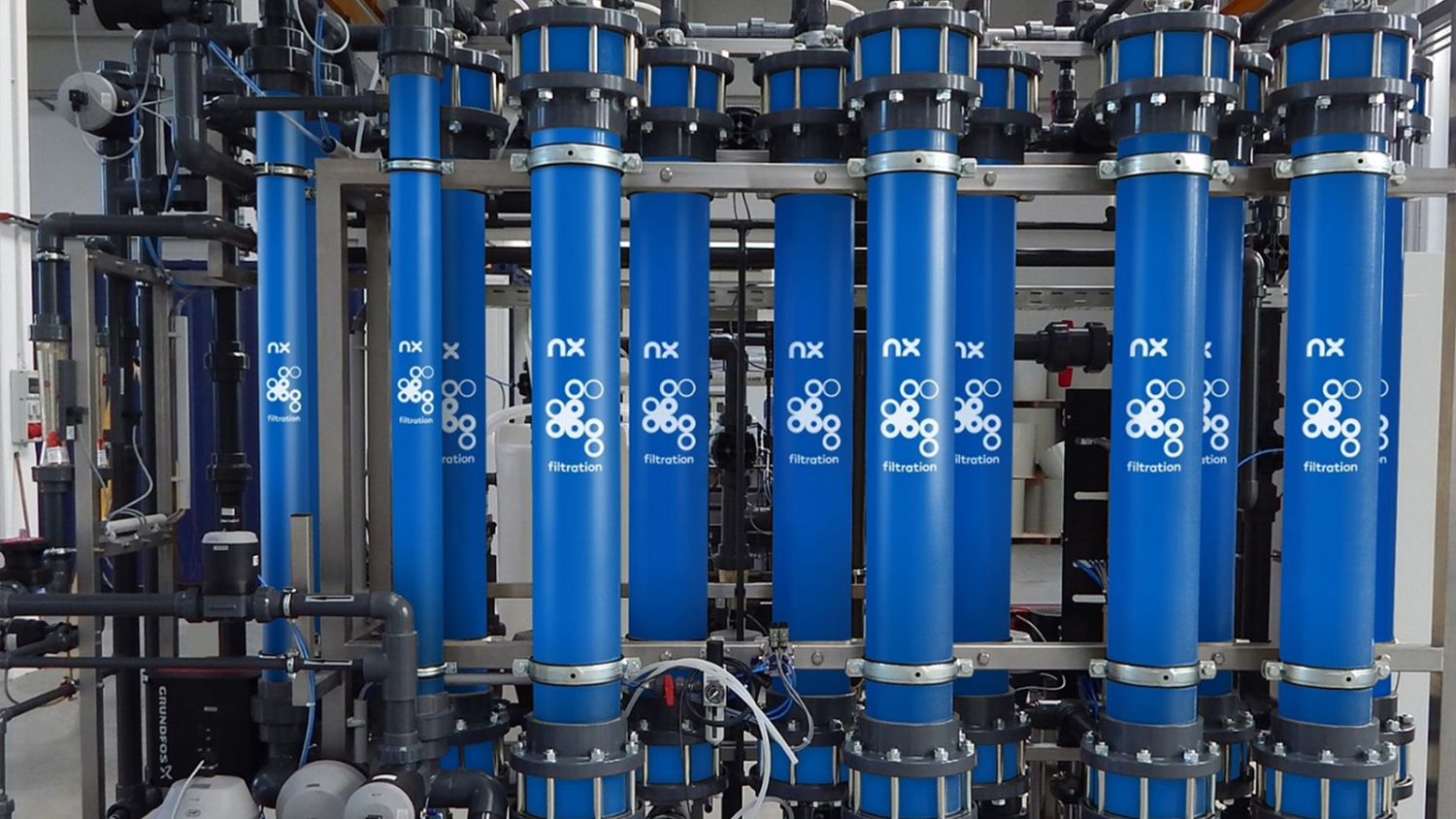
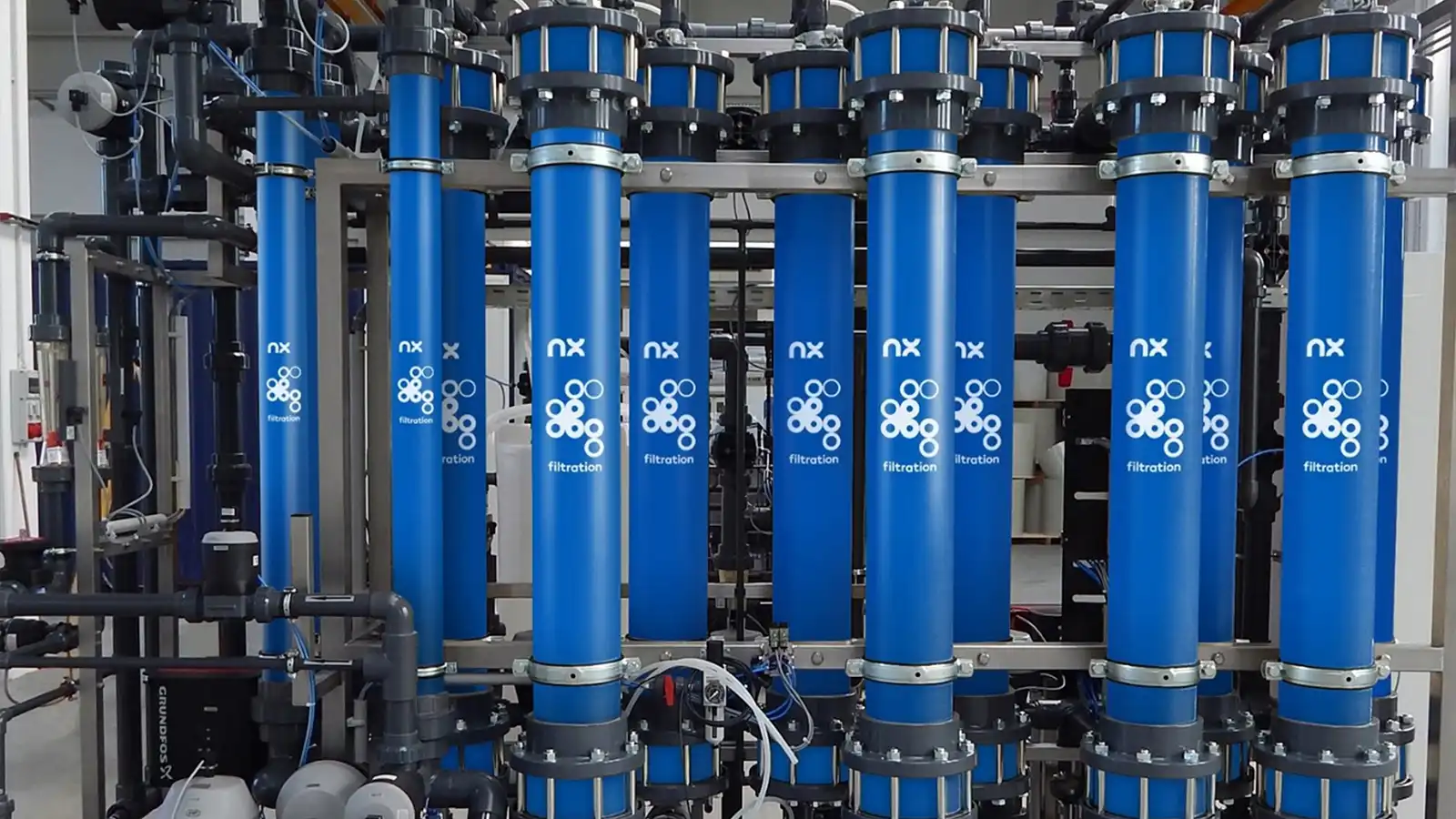
The unique HyPURE NX hollow fiber nanofiltration cross-flow modules provide numerous benefits over spiral wound nanofiltration designs and offer new opportunities for water reuse, potable water, and process water treatment.
The HyPURE NX uses direct nanofiltration hollow fiber membranes that can remove organics, hardness, micro-pollutants, colour, medical residues, PFAS and endocrine disruptors from contaminated water streams. Unlike RO systems, HyPURE NX does not target the rejection of dissolved inorganic salts and will often achieve a suitable water quality for discharge or high-quality reuse without the challenges associated with the production and costly disposal of a concentrated salt or brine stream.
Typical industrial applications for NX technology include:
- Process water treatment
- PFAS removal
- Metal removal from industrial wastewater and contaminated water groundwater streams
- Sulphate removal from tunnel water treatment operations
- Partial demineralisation as a pre-stage to demineralisation


What is NX?
NX is a form of Nano filtration, which is one of the most advanced and precise filtration technology among the membrane filtration methods. Nano filtration offers the highest level of water purification other than Reverse Osmosis, which is one of its benefits as it does not target the rejection of dissolved inorganic salts.
What Sets NX Membranes Apart?
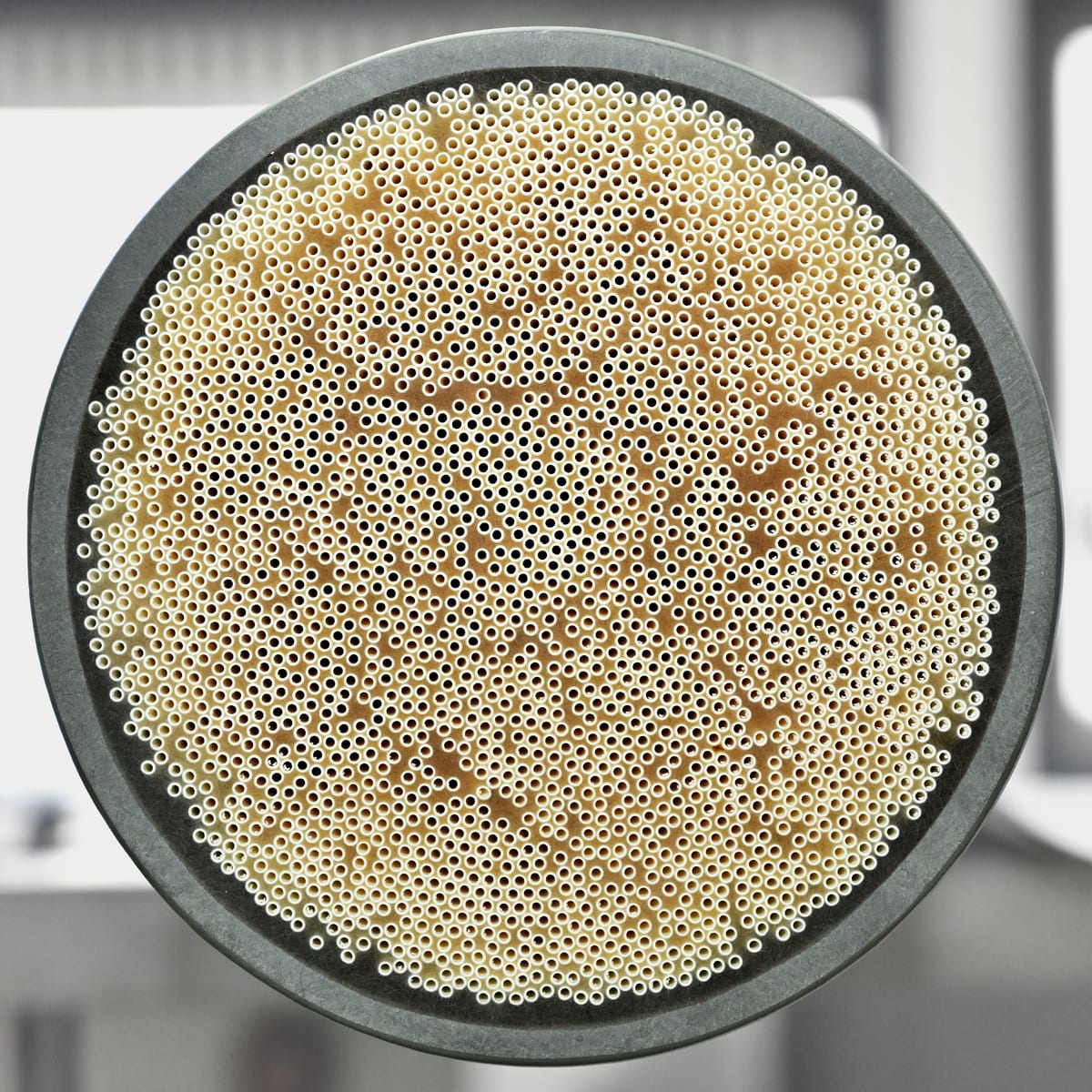
The innovative construction of NX membranes offers significant advantages over alternative designs. The membrane base material, poly-ether-sulphone (PES), is known for its exceptional mechanical strength and produces membranes with extremely small pore sizes and a narrow pore size distribution. The PES base is further enhanced by a selective nanolayer coating, created using water-based electrolytes.
Unlike spiral-wound elements, the hollow-fiber configuration of NX membranes eliminates obstructions caused by spacers, enhancing fouling resistance. A unique feature of these hollow-fiber membranes, particularly for nanofiltration processes, is their ability to be backwashed.
HyPURE NX membranes also feature advanced chemistry that allows for continuous operation and cleaning with strong oxidants, such as chlorine and hydrogen peroxide, across a wide pH range – from very high to very low. This makes them both versatile and durable in challenging operating environments.
Types of HyPURE NX Membranes
There are two types of HyPURE NX membranes, the dNF80 and dNF40. The dNF80 (800 Dalton MWCO) is typically used for NOM (color) removal, whilst the denser dNF40 (400 MWCO) is suitable for micropollutant removal and partial demineralization of water. Both types are available in modules of DN 110 and DN 200 with a membrane area of up to 50 m² and a membrane fiber internal diameter of 0.7 mm. Modules are operated in cross-flow mode with a cross-flow velocity of ≤0.5 m/s and a maximum transmembrane pressure (TMP) of 6 bar.

In summary, the key features of the HyPURE NX are:
- As compared to UF, fewer or no chemicals are required in the pre-treatment phase
- Higher log reduction values of bacteria and viruses with the ability for integrity testing
- Removal of nano plastics, pharma by-products, insecticides, colour and selective salts
- Low fouling
- High chlorine tolerance
- Back-washable when compared to spiral wound nano filtration
- Green chemistry – unique water-based chemistry is applied in the manufacture of the membranes
- Proven in numerous installations around the world
Why Choose Hydroflux to Design and Build your Membrane System?
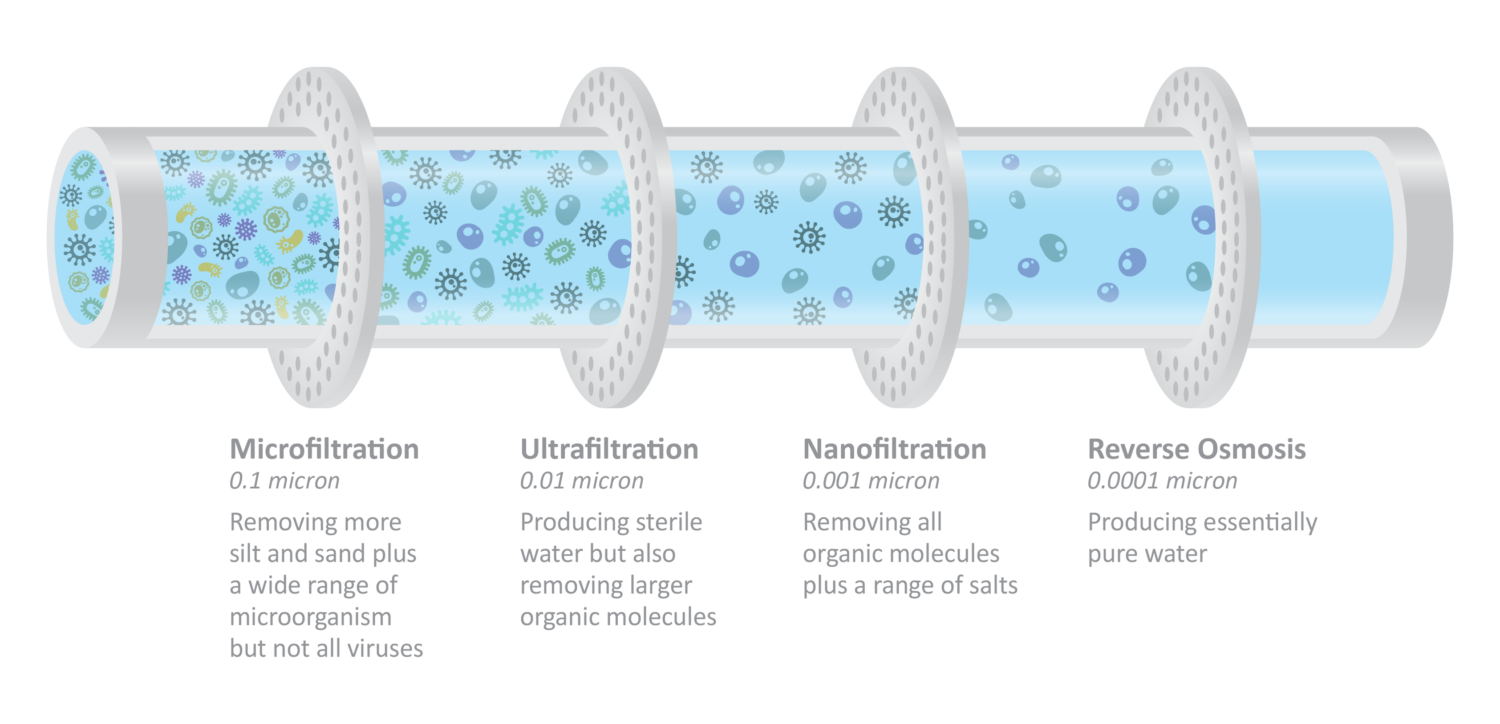
By understanding the differences and limitations between MF, UF, NF, and RO, Hydroflux helps design the most appropriate solution based on the specific water treatment needs of your application. Whether you need a simple filtration solution or a multi-stage system combining various membrane technologies, Hydroflux has the expertise to deliver tailored, efficient, and reliable systems.
In addition to delivering turnkey solutions, Hydroflux specialises in designing and supplying efficient containerised membrane solutions. These containers can be equipped with one or more types of membranes, combined with full control and automation, to create compact, fully integrated systems. These systems are readily deployable and deliver reliable, high-performance water and wastewater treatment across a wide range of applications.
Pilot Plants
Hydroflux has a Mexplorer portable test unit and a full-scale pilot plant available for hire.

Portable test unit
The Mexplorer test unit is designed to perform quick filtration tests and rapidly provides information on retention and fluxes that can be achieved on HyPURE NX membrane. The unit is designed for easy transportation, and tests can usually be completed within a few hours.
Full scale test unit
The fully automated Mexpert pilot installations were developed for maximum flexibility in all piloting circumstances. It uses the largest WMC200 dNF modules for the most realistic full-scale testing results. Adapting running conditions, hydraulically cleaning the module, and dosing cleaning agents can all be controlled and monitored digitally. Datalogging allows for in-depth analysis of the test results. After a thorough training from us, the Mexpert can even be operated by your own staff.
Sustainable Solutions
As Australia’s first certified carbon-neutral water and wastewater chemical supply and service business, we focus on sustainability. Developing and delivering sustainable solutions for treatment plant operation and maintenance is at the core of what we do. Our equipment is the most sustainable in the Australian and New Zealand markets and is not just effective at protecting our valuable water resources but is also carbon-neutral. Click here to find out what this means for you.